Distilling · Volume 1
Vol 1 — History of Distilling and the Chemistry of Transformation
Phase 2 — Distilling deep-dive series. This volume covers why humans learned to distill, the full arc of distilling history, the chemistry of fermentation, the chemistry of distillation, and the overall process flow from raw ingredients to finished spirit.
1.1.1 Why Humans Learned to Distill
Distillation is the art and science of purifying a liquid mixture by exploiting the fact that its components evaporate at different temperatures. Heat a fermented liquid, collect the vapor, cool it back into liquid form, and the result is richer in the more volatile components — principally ethanol — than the original. Do it well and you have a spirit that can store indefinitely, carry enormous flavor in a small volume, and exert effects on human physiology that fermented beverages alone cannot match.
The underlying human motivations were practical before they were recreational. The earliest distillation was almost certainly for fragrance and medicine: distilled aromatic waters and essential oils, not drinking spirits. The transition from aromatics to potable spirits unfolded over roughly fifteen centuries, driven by alchemists, monks, physicians, and finally commercial distillers.

1.1.2 The Ancient and Classical World (Before 800 CE)
The conceptual precursor of the alembic appears as far back as ancient Mesopotamia and Egypt. Clay tablets from roughly 3500–3000 BCE describe simple condensation vessels used to capture aromatic vapors. The Alexandrian school of natural philosophy (~100–400 CE) produced the first clearly described distillation apparatus in the Western record.
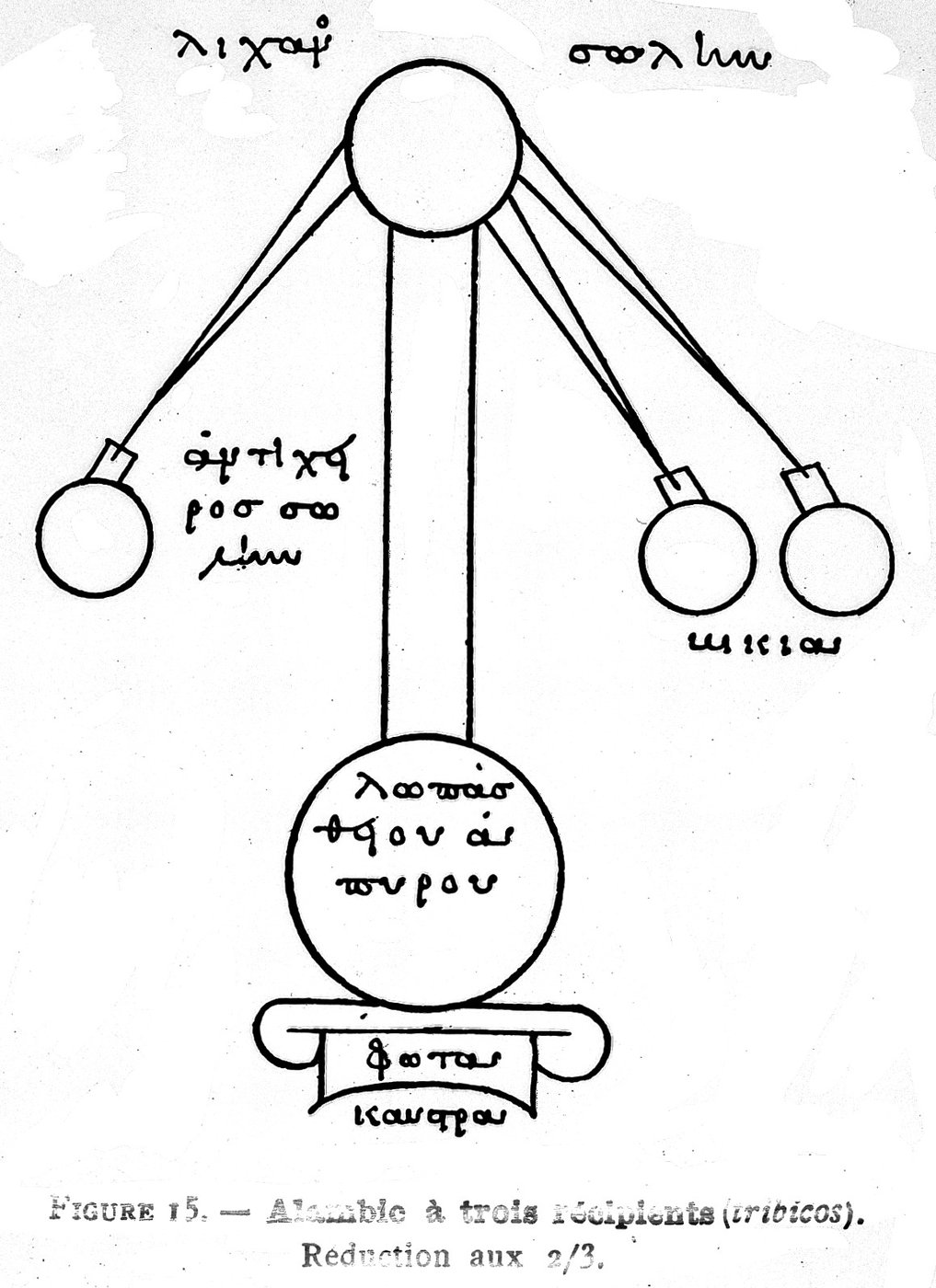
Mary the Jewess (also called Maria Prophetissa, active ~1st–3rd century CE) is credited by later alchemical writers with inventing the tribikos (a three-armed still) and the kerotakis (a vapor-bath heating device). Her apparatus could collect distillate from three directions simultaneously — a significant engineering advance. She is also the origin of the term bain-marie (a water bath for gentle heating), still used in kitchens and laboratories today.

Zosimos of Panopolis (~300 CE) left the earliest surviving written description of distillation hardware in Greek. His drawings and text describe a still head (ambix, from which alembic derives), a cucurbit (the boiling flask), and a collection vessel. His goal was mercury and sulfur purification, not spirits — but the apparatus he described would be immediately recognizable to any modern distiller.

1.1.3 Islamic Alchemy and the Perfected Alembic (800–1200 CE)
The decisive leap in distillation came from the Islamic alchemical tradition. When the Abbasid Caliphate (750–1258 CE) sponsored large-scale translation of Greek texts into Arabic, alchemical knowledge flowed into an intellectual culture uniquely positioned to refine it.
Jabir ibn Hayyan (known in the West as Geber, ~721–815 CE) synthesized Greek alchemical knowledge and added systematic experimental refinements. He described a cooled condensation column — water poured over the still neck — that dramatically improved distillate yield and purity. His description of al-kohl (finely purified antimony powder, later applied metaphorically to any purified substance) gave English the word alcohol.
Al-Razi (Rhazes) (~854–925 CE), a physician and chemist in Baghdad, wrote extensively on practical laboratory technique. His Kitab al-Asrar (Book of Secrets) describes distillation procedures, the purification of ethanol for use as a solvent, and the concept that repeated distillation increases purity.
Ibn Sina (Avicenna) (980–1037 CE) contributed a crucial practical advance: steam distillation of essential oils from flowers and herbs. His descriptions of rose water and similar preparations are some of the most detailed in the medieval record. He recognized that distillation separates constituents by volatility difference, not merely by boiling — a conceptual insight that would not be formalized mathematically for another eight centuries.
Table 1 — 1.3 Islamic Alchemy and the Perfected Alembic (800–1200 CE)
| Scholar | Dates | Key contribution |
|---|---|---|
| Mary the Jewess | ~100–300 CE | Tribikos still; bain-marie heating |
| Zosimos of Panopolis | ~300 CE | First surviving written still description |
| Jabir ibn Hayyan (Geber) | ~721–815 CE | Cooled condenser; coined al-kohl |
| Al-Razi (Rhazes) | ~854–925 CE | Systematic distillation procedure; ethanol solvent |
| Ibn Sina (Avicenna) | 980–1037 CE | Steam distillation of essential oils |
1.1.4 Medieval Europe: Aqua Vitae and the Apothecary (1100–1500 CE)
Distillation knowledge re-entered Europe along two major routes: through Moorish Spain (particularly after the fall of Toledo to Christian forces in 1085 CE, which opened Arabic library collections to European scholars) and through the Crusades, which put European travelers in direct contact with Islamic alchemical practice in the Levant.
The earliest European reference to potable distilled spirits is in Irish monastic records from around 1100 CE (uisce beatha, water of life — the etymological root of whiskey). By the 12th century, the School of Salerno in southern Italy was producing distilled spirits for medical use.
Arnaldus de Villanova (~1235–1311), a physician at Montpellier, wrote the first major European treatise on distilled wine (aqua vitae, water of life). He claimed it prolonged life, strengthened the heart, and cured a remarkable range of ailments. His medical authority drove adoption of distilled spirits throughout European apothecaries.
By the 14th century, aqua vitae was being produced in monastery infirmaries across Europe. The Franciscan friar John of Rupescissa (~1310–1366) wrote a detailed practical guide to distillation; his work circulated widely in manuscript form. By 1400, dedicated copper pot stills were being manufactured by craftsmen in Germany, France, and the Low Countries.
The shift from medicine to pleasure happened gradually through the 15th century. As production scaled up, spirits moved from the apothecary to the tavern. The Rhineland brandy trade was commercially significant by 1450. Scotch and Irish whiskey were being made in volume by the late 15th century: Scotland’s Exchequer Rolls of 1494 record a payment to “Friar John Cor” for malt to make aqua vitae.
1.1.5 The Age of Trade Spirits: Gin, Rum, Bourbon (1600–1800)
The 17th and 18th centuries saw distillation industrialize and globalize, driven by the intersecting forces of colonial trade, sugar economics, and grain surpluses.
Genever and gin: Dutch distillers in the early 17th century began producing genever (grain spirit redistilled with juniper and botanicals) as a medicinal product. English soldiers returning from the Thirty Years’ War brought a taste for it home. By the 1690s, English gin production was largely unregulated and producing the cheapest available intoxicant. The “Gin Craze” of 1720–1751 in London — mass drunkenness, social disorder — prompted Parliament to pass the Gin Acts and establish the first modern regulatory framework for spirits.

Rum: Caribbean sugar plantations produced molasses as a byproduct of sugar refining. By 1620, Barbadian planters were fermenting and distilling molasses into rum. By 1700, rum was the most-traded distilled spirit in the Atlantic world, powering the triangular trade and fueling both the Royal Navy and colonial New England’s economy.
Bourbon and American whiskey: Scots-Irish immigrants carried pot-still whiskey traditions to the American colonies. As settlement moved west into Kentucky and Tennessee, abundant corn replaced barley as the primary grain. By the 1790s, Kentucky distillers were producing corn-heavy whiskey in charred oak barrels — what would eventually be called bourbon. The 1791 Whiskey Tax (part of Hamilton’s federal revenue plan) triggered the Whiskey Rebellion of 1794, one of the first tests of federal authority.

1.1.6 The Industrial Revolution: Coffey’s Column Still (1831)
The most consequential technological leap in distilling history was patented by Aeneas Coffey in 1831. An Irish excise officer who had spent decades inspecting distilleries, Coffey designed a continuous column still that transformed batch-process pot distilling into an industrial-scale continuous operation.
The Coffey (or patent) still consists of two tall columns: the analyzer and the rectifier. Wash enters the top of the analyzer and falls through perforated plates as steam rises from the bottom. The enriched vapor passes into the rectifier, where it condenses and re-evaporates repeatedly against descending cold wash, achieving many theoretical plates of separation in a single continuous pass. The result: a very high-proof neutral spirit (85–95% ABV) produced at dramatically lower cost than pot distillation could achieve.
The column still made:
- Blended whisky possible: cheap high-proof column spirit could be blended with small-batch malt spirit to produce consistent, affordable product at scale.
- Industrial vodka and gin practical: neutral grain spirit as a cheap base for redistillation with botanicals.
- The modern spirits industry: by 1850, column stills dominated production in Scotland, Ireland, and the major Continental distilleries.

Scottish malt distillers initially resisted the column still as producing inferior spirit. The “What Is Whisky?” controversy was resolved only in 1909 by a Royal Commission, which ruled that both pot-still malt and column-still grain spirit could legally be called Scotch whisky.
1.1.7 Prohibition, Repeal, and the Mid-Century Industry (1920–1990)
US Prohibition (1920–1933) was the most disruptive regulatory event in American distilling history. The Volstead Act enforced the 18th Amendment, shutting down all legal production. The results were predictable and documented: illegal production exploded, quality was uncontrolled, methanol poisoning from denatured industrial alcohol killed thousands, and organized crime built fortunes on distribution networks.
When Repeal came in December 1933, most of the skilled workforce had dispersed, equipment had been sold or destroyed, and aged whiskey stocks were essentially zero. The industry rebuilt painfully slowly. The post-Repeal period was dominated by a small number of large consolidated producers. By 1970, the US had fewer than 50 operating distilleries.
Home distilling remained a federal felony after Repeal, and remains so today for beverage production — though the federal legal landscape has somewhat softened around fuel alcohol and “personal use” interpretations in some states. (See _shared/legal_safety.md for the current TTB envelope.)
1978 was a landmark year: the US legalized home brewing (beer and wine) under the Carter administration. Home distilling was not included.
1.1.8 The Craft Distilling Renaissance (2000–Present)
The craft spirits movement paralleled the craft beer revolution of the 1990s, lagging roughly a decade. The inflection point was regulatory: beginning around 2000, individual states began issuing craft distillery licenses and lowering minimum production requirements that had effectively locked out small operations.
Table 2 — 1.8 The Craft Distilling Renaissance (2000–Present)
| Year | Event |
|---|---|
| 2000 | Washington state issues first craft distillery license in modern US era |
| 2003 | Colorado, New Mexico follow; ADI (American Distilling Institute) founded |
| 2010 | ~50 craft distilleries operating in the US |
| 2015 | ~750 craft distilleries |
| 2020 | ~2,000 craft distilleries; COVID-19 pivots many to hand sanitizer production |
| 2023–24 | ~2,500+ craft distilleries; market matures, consolidation begins |
The craft movement brought an explosion of innovation: single-origin grains, unusual botanicals, accelerated aging techniques, terroir-driven spirits, and a consumer willingness to pay premium prices for traceable production. It also drove renewed interest in home distilling as an educational and hobbyist pursuit, even though federal legality of beverage distillation for personal use has not changed.
1.1.9 Chemistry of Fermentation: Sugars, Yeast, and Ethanol
Before distillation can happen, fermentation must produce something worth distilling. Understanding fermentation chemistry lets you troubleshoot problems, choose feedstocks intelligently, and predict what compounds will appear in your still.
1.1.9.1 Feedstock Sugars
Yeast can ferment simple sugars directly:
- Glucose (C₆H₁₂O₆) and fructose — monosaccharides; direct yeast fuel
- Sucrose (table sugar, C₁₂H₂₂O₁₁) — disaccharide; yeast secrete invertase to split it into glucose + fructose before fermenting
- Maltose (C₁₂H₂₂O₁₁) — disaccharide from malt; cleaved by yeast maltase
Polysaccharides (starch, cellulose) cannot be fermented directly. Starch must first be converted to fermentable sugars by enzymatic hydrolysis — the mashing step in grain distilling. Barley malt contains naturally occurring amylase enzymes (alpha- and beta-amylase) that perform this conversion at optimal temperatures around 145–158°F (63–70°C).
1.1.9.2 The Fermentation Equation
The core reaction is alcoholic fermentation via the Embden-Meyerhof-Parnas glycolytic pathway:
C₆H₁₂O₆ → 2 C₂H₅OH + 2 CO₂ + energy
glucose ethanol carbon dioxideTheoretical yield: 1 kg of glucose (or sucrose after hydrolysis) yields a maximum of 511 g ethanol and 489 g CO₂. Real fermentations reach 90–95% of theoretical because yeast also produce glycerol, organic acids, and biomass.
Practical fermentation efficiency: A sugar wash of 1 kg sucrose in 5 liters should theoretically yield ~600 ml of ethanol (roughly 10–12% ABV), assuming complete fermentation. The precise ABV is calculated from hydrometer readings (see Vol 2).
1.1.9.3 Yeast Physiology
Saccharomyces cerevisiae (brewer’s/distiller’s yeast) is a eukaryotic fungus that performs fermentation under anaerobic conditions (absent or low oxygen). The fermentation pathway (rather than aerobic respiration) activates once oxygen is depleted.
Key yeast physiology facts for the home distiller:
- Optimal temperature range: 65–90°F (18–32°C), species-dependent
- Ethanol tolerance: 8–15% ABV for bread yeast; up to 18–20% for turbo/wine yeasts
- Nitrogen requirement: essential for healthy fermentation; deficiency causes H₂S (sulfur smell) and stuck fermentation
- pH optimum: 4.0–4.5; lower inhibits bacterial contamination; higher stresses yeast
1.1.9.4 Fermentation Byproducts and Their Significance
No fermentation is 100% ethanol + CO₂. The congener chemistry of a wash directly determines the character and safety of the final spirit.
Table 3 — 1.9.4 Fermentation Byproducts and Their Significance
| Compound | Class | Formation mechanism | Flavor/significance |
|---|---|---|---|
| Ethanol | Primary alcohol | Core fermentation product | The desired product |
| Glycerol | Polyol | Yeast osmotic regulation | Adds body/mouthfeel; 2–3% of product |
| Acetaldehyde | Aldehyde | Intermediate; ethanol precursor | Green apple, paint; heads compound |
| Ethyl acetate | Ester | Acetate ester of ethanol | Nail polish, solvent; heads |
| Isoamyl acetate | Ester | Leucine catabolism | Banana; low levels pleasant; high unpleasant |
| Isoamyl alcohol | Fusel | Leucine catabolism | Banana oil, harsh; tails |
| n-Propanol | Fusel | Threonine catabolism | Solvent-like; tails |
| Isobutanol | Fusel | Valine catabolism | Harsh; tails |
| Lactic acid | Organic acid | Yeast/LAB secondary | Sour; tails |
| Acetic acid | Organic acid | Oxidation / acetobacter | Vinegar; contamination indicator |
| Methanol | Primary alcohol | Pectin demethylation | Toxic; trace in sugar/grain washes; higher in fruit |
Methanol note: Methanol is always present in fermented liquids in trace amounts but is not produced by the main yeast fermentation pathway. It comes from pectin demethylation (higher in fruit washes) and bacterial activity. At home-distillation scale, methanol levels in grain/sugar washes are vanishingly small — the foreshots cut (discarding the first ~50 ml per 5 gallons of wash) eliminates the bulk of it as a precaution. The methanol myth (“moonshine causes blindness”) originates from Prohibition-era denatured industrial alcohol, not from normal fermented-and-distilled wash.

1.1.10 Chemistry of Distillation: Vapor Pressure and Separation
1.1.10.1 Why Distillation Works
Every liquid exerts a vapor pressure — the pressure at which it will spontaneously evaporate at a given temperature. When a liquid mixture is heated, the more volatile component (lower boiling point = higher vapor pressure) concentrates in the vapor phase above the liquid. Collecting and condensing that vapor produces a liquid enriched in the more volatile component.
For an ethanol-water mixture:
- Ethanol boils at 78.37°C (173°F) at sea level
- Water boils at 100°C (212°F)
- A 50% ABV ethanol-water mixture boils at roughly 82°C, producing vapor at approximately 73% ABV
This relationship is described by the vapor-liquid equilibrium (VLE) curve, which traces the enrichment of ethanol in the vapor phase as a function of liquid-phase composition.

1.1.10.2 The Ethanol-Water Azeotrope
The VLE curve for ethanol and water crosses the 45° line at 95.6% ethanol by mass (97.2% by volume) — this is the azeotrope: the composition at which liquid and vapor are identical, making further enrichment by simple distillation impossible. No pot still or column still running on water-ethanol alone can exceed this maximum without special dehydration techniques (molecular sieves, azeotropic distillation with a third solvent).
In practice, home and craft distillers never approach the azeotrope. A well-run pot still produces 60–80% ABV, which is then diluted to 40–63% ABV (80–126 proof) for bottling.
1.1.10.3 Theoretical Plates and Column Height
A theoretical plate (also called a theoretical stage or equilibrium stage) is the height of packing or number of physical plates in a column at which the vapor and liquid leaving that stage are in thermodynamic equilibrium — i.e., the vapor is as enriched as the VLE curve predicts for that liquid composition.
- A pot still with no column has roughly 1–1.5 theoretical plates, producing 40–65% ABV from a 10% ABV wash in a single pass.
- A reflux column with structured packing can achieve 5–20+ theoretical plates, producing 85–95% ABV neutral spirit.
- Distilling at lower reflux ratios (sending less vapor back down the column as reflux) runs the column lower on the efficiency curve but preserves more congener flavor — the tradeoff between efficiency and character.
1.1.10.4 Pot Still vs Column Still: Practical Implications
Table 4 — 1.10.4 Pot Still vs Column Still: Practical Implications
| Parameter | Pot still | Column/reflux still |
|---|---|---|
| Theoretical plates | 1–2 | 5–20+ |
| Output ABV (typical) | 60–75% | 80–95% |
| Congener retention | High | Low (strip to neutral) |
| Spirit character | Rich, complex | Clean, neutral |
| Runs required | 2 (stripping + spirit) | 1 (continuous or semi-continuous) |
| Best for | Whiskey, brandy, rum | Vodka, gin base, fuel ethanol |
| Home-scale cost | Low ($80–$500) | Medium ($300–$2,000+) |
1.1.11 The Distilling Compound Ladder: Heads, Hearts, and Tails
The central practical skill of the distiller is making cuts — identifying the transition points in a distillation run where the desirable heart fraction gives way to less desirable heads (early) and tails (late). This is determined by boiling points, sensory evaluation, and experience.
The compound ladder lists key distillation compounds roughly in order of collection during a spirit run (pot still, single pass):
Table 5 — The compound ladder lists key distillation compounds roughly in order of collection during a spirit run (pot still, single pass)
| Order | Compound | Approx. boiling point | Fraction | Notes |
|---|---|---|---|---|
| 1 | Acetaldehyde | 20°C (68°F) | Foreshots | Very first drops; green apple, solvent |
| 2 | Methanol | 64.7°C (148°F) | Foreshots/early heads | Toxic; discard foreshots (~50 ml/5 gal wash) |
| 3 | Ethyl acetate | 77.1°C (171°F) | Heads | Nail polish, solvent; decreasing as run proceeds |
| 4 | Ethanol | 78.4°C (173°F) | Hearts | The target; peak of desirable fraction |
| 5 | Water | 100°C (212°F) | Tails baseline | Rises throughout; dilutes hearts as run proceeds |
| 6 | n-Propanol | 97.1°C (207°F) | Tails | Harsh solvent character |
| 7 | Isobutanol | 108°C (226°F) | Tails | Harsh; can contribute to “hot” spirit |
| 8 | Isoamyl alcohol | 131°C (268°F) | Tails | Harsh fusel oil; characteristic “tails” smell |
| 9 | Acetic acid | 118°C (244°F) | Tails | Vinegar |
| 10 | Furfural | 161°C (322°F) | Late tails | Almond/caramel; problematic in high amounts |
Boiling points are for pure compounds. In a mixture, all compounds are present from the first drop; they are not present in the still in discrete sequence. The compound ladder describes the relative concentration of each in the distillate as the run proceeds, not a strict sequential appearance. Experienced distillers use smell, taste (carefully), and hydrometer readings to locate the transition points.
1.1.12 The Overall Distilling Process at a Glance
Every spirit — regardless of feedstock, scale, or style — passes through the same basic stages:
Table 6 — Every spirit — regardless of feedstock, scale, or style — passes through the same basic stages
| Stage | What happens | Key decisions |
|---|---|---|
| 1. Feedstock preparation | Source grain, sugar, fruit, or other fermentable material; mill grain if needed | Feedstock determines character (grain = whiskey; sugar = neutral; fruit = brandy/grappa) |
| 2. Mashing / saccharification | Convert starch to fermentable sugar (grains only); or dissolve sugar in water | Mash temperature (145–158°F for grains); enzyme source (malt or exogenous) |
| 3. Cooling and pitching | Cool wash/wort to yeast-safe temperature; add yeast; seal and airlock | Yeast strain selection; pitch rate; nutrient addition |
| 4. Fermentation | Yeast converts sugars to ethanol + CO₂ over 3–14 days | Temperature control; airlock monitoring; hydrometer readings |
| 5. Stripping run (optional) | First pass through still at high heat; collect everything from foreshots to tails as “low wines” (~25–40% ABV) | Run hot/fast; no cuts needed; maximizes ethanol recovery |
| 6. Spirit run | Second pass through still (low wines or direct from wash); make cuts at heads/hearts/tails transitions | The most skill-intensive step; determines final character |
| 7. Dilution and proofing | Add water to target ABV (typically 40–63%); let spirit “marry” (rest) | Use distilled or RO water; proof by hydrometer or alcoholmeter |
| 8. Aging / finishing (optional) | Oak chips, charred staves, or barrel aging; activated carbon filtering | Time and wood type determine flavor development |
For a Tier-1 kitchen still, the typical beginner process skips the stripping run and does a single spirit run on a small wash (2–5 gallons). This produces adequate results and is the simplest introduction to the craft. See Vol 3 for the step-by-step walkthrough.
1.1.13 Still Anatomy, Operation, and Maintenance
The chemistry sections above explain why distillation separates a mixture. This section explains how the hardware physically does it — every component you will encounter on a still (pot, column, or hybrid), what it does, when it’s optional, how to operate it, and how to keep it clean. The fundamentals here apply at every tier from a $70 Amazon kit (Vol 3) up through a commercial 200-gallon Vendome column (Vol 8).
1.1.13.1 The Universal Flow Path
Every still — three-gallon kitchen pot or five-hundred-gallon industrial column — has the same four functional zones, traversed in the same order by every drop of vapor:
Table 7 — Every still — three-gallon kitchen pot or five-hundred-gallon industrial column — has the same four functional zones, traversed in the same order by every drop of vapor
| Zone | What it does | Physical embodiment |
|---|---|---|
| 1. Boiler / charge vessel | Holds the wash; receives heat input; releases vapor | Pot, kettle, charge tank |
| 2. Vapor path | Where rectification happens (or doesn’t) — vapor either passes straight through to the condenser (pot still) or undergoes additional separation stages (column still) | Lyne arm, head, column, plates, packing |
| 3. Condenser | Returns the rising vapor to liquid by removing heat with a coolant stream | Worm coil in a bucket, shotgun condenser, Liebig, dephlegmator + main condenser |
| 4. Receiver / parrot | Catches the distillate; lets you read ABV in real time and decide when to make cuts | Mason jar, alcoholmeter float chamber, “parrot beak” overflow vessel |
The differences between a $70 still and a $20,000 column are entirely a function of how elaborate Zone 2 is, how efficient Zone 3 is, and how convenient Zone 4 is to instrument. Zones 1 and 4 are conceptually unchanged.
1.1.13.2 Pot Still Anatomy
A pot still is the minimal-Zone-2 design: vapor travels through the head and an angled tube (the lyne arm) more or less directly to the condenser. There is no internal rectification — the only separation happens on the way up out of the boiling liquid and on the way down through the lyne arm’s natural reflux back to the pot.

Boiler (pot). A cylindrical vessel — copper, stainless, or copper-clad — holding the wash. Sized so the wash fills ~70–80% of the volume (the remaining headspace is where foam and surge live; overfill and you get “puking” — wash hitting the lyne arm and contaminating the spirit run). Capacity is quoted by total volume; usable charge is the smaller number.
Lid / cap. A removable top, sealed to the pot with a gasket (silicone, PTFE) or a flour-water “lute” paste. The lid carries the head and the thermometer port. A poor seal here leaks vapor — measurable as a smell of alcohol around the lid and a slow accumulation rate at the parrot.
Head. The bulged transition between the lid and the lyne arm. In traditional copper pot stills the head is an onion or “swan-neck” shape, sized large to maximize copper-vapor contact (which scrubs sulfur compounds out of the vapor — see §1.13.6). Head size and geometry affect spirit character: larger heads with more residence time = lighter, cleaner spirit; tighter heads = heavier, more rustic.
Lyne arm (downcomer). The horizontal-or-angled tube carrying vapor from the head to the condenser. Angle matters:
- Downward slope (e.g., −15°) — heavy congeners condense in the lyne arm and drain back into the pot (“natural reflux”). Produces a cleaner, lighter spirit. Used in Speyside-style Scotch.
- Horizontal — minimal natural reflux. Produces a richer, heavier spirit.
- Upward slope (“ascending lyne”) — more reflux still. Used in some Irish whiskey and cognac stills.

Condenser. Where vapor returns to liquid. Two common forms:
- Worm in a tub — a coiled copper tube immersed in a bucket of cool water. The vapor enters the top of the coil; condensed liquid drains out the bottom. Simple, classic, requires the most coolant volume.
- Shotgun / Liebig — a straight pipe inside a larger outer pipe; vapor in the inner tube, coolant counter-flowing in the outer jacket. More compact and more efficient per unit length; standard on commercial-scale stills.
Parrot. A small clear vessel at the condenser outlet, designed so distillate flows in continuously, flows out through an overflow spout, and maintains a constant level in the middle. A floating alcoholmeter sits in the parrot and reads the live ABV of whatever is currently coming off the still — the most important instrument on the still bench during cuts.
1.1.13.3 Column Still Anatomy
A column still keeps everything from §1.13.2 except the lyne arm — and replaces it with a vertical column body containing one or more rectification stages. Vapor rises through the column; reflux liquid flows down. At each stage, partial condensation enriches the vapor in ethanol. The result: a much higher ABV per pass than a pot still can achieve.

Boiler. Same as a pot still. The column mounts on top.
Column body. A vertical tube (typically 2–6 inches diameter, 2–6 feet tall at hobby scale) containing either:
- Packing — copper mesh scrubbers, ceramic Raschig rings, or stainless structured packing. Vapor and reflux liquid contact each other on the surface of the packing. Cheap, simple, effective.
- Bubble plates — discrete horizontal trays with bubble caps. Vapor bubbles up through liquid pooled on each tray. More expensive but each tray is a discrete rectification stage you can SEE working through sight-glass sections.
Dephlegmator. A small condenser at the top of the column, used to deliberately condense some of the rising vapor and return it down the column as reflux. Coolant flow through the dephlegmator is the primary “reflux ratio control” knob on a modern column still: more coolant → more reflux → higher ABV but slower output; less coolant → less reflux → lower ABV but faster output. See Vol 5 §5.2 for the full reflux-ratio chemistry.
Main condenser. After the dephlegmator, whatever vapor still rises is the product takeoff. It goes through a final condenser (worm or shotgun) that condenses ALL of it into liquid, then into the parrot.
Parrot. Identical to a pot still.
1.1.13.4 Thumpers, Doublers, and Other Optional Vessels
A thumper (sometimes called a doubler in distillery jargon, though purists distinguish the two) is an intermediate vessel sitting between the pot still and the condenser. Vapor leaving the pot enters the thumper, bubbles through a small charge of liquid pre-loaded into the thumper, and exits the top to the condenser. The “thump” sound it makes during operation gives it its name.
What the thumper actually does:
- Adds ~1 theoretical plate of rectification. The vapor that bubbles through the thumper’s liquid partially condenses and re-evaporates, enriching the exiting vapor in ethanol. Effectively a second pot-still distillation in line with the first — the spirit emerges at higher ABV than the pot alone would produce.
- Catches heavy fusel oils. Higher-boiling-point compounds dissolved in the vapor preferentially stay in the thumper liquid rather than passing through. This is why classic moonshine recipes always include a thumper: it does the job of a stripping-then-spirit two-pass workflow in one pass.
- Provides a flavor-infusion station. Load the thumper with fruit (peach, apple), oak chips, or aromatic botanicals, and rising vapor extracts their volatile compounds en route to the condenser. This is how many flavored moonshines are produced commercially.
Why thumpers are often optional:
- A proper two-pass workflow (stripping + spirit run) accomplishes the same separation as a pot-with-thumper, with two simpler runs instead of one slightly-more-complex one. Most modern hobby distillers prefer the two-pass approach because it produces cleaner cuts.
- A thumper adds one more vessel to clean, prime, and monitor. Worth it only if you really want the single-pass character or the infusion station.
- A poorly-designed thumper degrades the run. Many cheap kits ship with a thumper that lacks an internal dip tube — vapor flows OVER the surface of the thumper liquid rather than through it, so no rectification happens (the thumper becomes a slobber pot — just a vapor-cooling buffer). The Vol 3 VEVOR kit has exactly this problem; the fix is a 3–4” piece of copper tubing pressed into the inlet to extend it downward into the liquid.

Doubler vs thumper (the distinction purists care about):
- A doubler holds no liquid charge — it is essentially a small empty intermediate vessel where vapor partially condenses against the cooler walls and the condensate drains back to the pot. Acts as a passive partial-condenser, similar in effect to an ascending lyne arm.
- A thumper holds a charge of liquid (water, wash, or low-wines) that the vapor bubbles through. More aggressive rectification than a doubler.
In practice, “thumper” is used loosely for both in hobby distilling.
Other optional vessels you may encounter:
- Gin basket — a perforated mesh basket suspended in the vapor path (typically just below the dephlegmator on a column still) containing dry juniper, coriander, and other gin botanicals. Vapor passes through and extracts volatile aromatic compounds. See Vol 5 §5.6 for gin runs.
- Charcoal filter — a post-condenser polishing step for neutral spirit. Not part of the still itself.
- Sight glass section — a transparent column segment letting you see the action inside (typical on bubble-plate columns and dephlegmator-packed columns).
1.1.13.5 Cooling Properly: Coolant Flow, Temperatures, and Recirculation
The condenser’s job is to remove latent heat of vaporization from the rising vapor — about 841 BTU per pound of ethanol vapor condensed. For a typical Tier-2 spirit run producing ~2 quarts of 80% ABV distillate per hour, that’s roughly 1,500 BTU/hr of heat the coolant has to absorb. The coolant supply has to keep up.
Coolant supply options (by setup complexity):
Table 8 — Coolant supply options (by setup complexity):
| Setup | Pros | Cons | Best for |
|---|---|---|---|
| Direct tap water (drain to sink) | Zero capital cost; coolant always cold | Wastes ~30–80 gal per run; not portable; ties up sink | Indoor kitchen Tier-1 runs |
| Submersible pump in a 5-gal bucket + return | Closed loop, portable, $30 pump | Bucket warms over the run — temperatures climb late; need to swap ice or refill | Tier-1 / early Tier-2 |
| Aquarium pump + 30-gal reservoir | Larger thermal mass keeps coolant cooler for longer runs | Bigger footprint | Tier-2 / Tier-3 |
| Glycol chiller / water chiller | Active temperature control; works in any ambient temperature | $300+; overkill for most hobby use | Commercial / Tier-5+ |
Target coolant temperatures (at the condenser outlet):
- Below ~110°F (43°C): condenser is doing its job; distillate at the parrot is room-temperature or cooler. Normal.
- 110–130°F (43–55°C): condenser is running hot. Vapor may not be fully condensing — you’ll see steam at the parrot outlet. Increase coolant flow OR reduce heating element power.
- Above 130°F: condenser is failing. Stop the run, increase flow, and inspect for hot spots before resuming. Vapor escaping the parrot uncondensed is a fire risk.
Flow rate rule of thumb (Tier-1 / Tier-2): 1 gallon per hour of coolant per 100 watts of heating element power. A 1,500 W element (kitchen burner equivalent) needs ~15 GPH coolant flow. A 5,500 W element (Tier-2 standard) needs ~55 GPH. A typical 5-gallon submersible pump moves 200–400 GPH, so flow rate is rarely the bottleneck — heat capacity of the reservoir is.
Direction of flow: coolant should enter the condenser at the distillate exit end and exit at the vapor inlet end (counter-flow). This keeps the coldest coolant against the lowest-temperature distillate (maximizing the temperature differential at the inlet end where the most condensation has to happen). On a worm-in-tub, this is automatic — the coil is fully immersed and the geometry doesn’t matter as much. On a shotgun / Liebig, the inlet/outlet plumbing matters a lot.
Cooling failure modes to watch for:
- Hot parrot: flow too low or reservoir too warm. Increase flow or swap in cooler water.
- Slow / sputtering output: condenser is over-cooled — vapor is condensing in the lyne arm or column and dripping back. (Rare; usually a sign of completely-stalled run rather than too much cooling.)
- Air lock in the coolant line: flow stops, pressure spikes, temperatures rise rapidly. Bleed the line at the highest point.
- Pump fails mid-run: STOP the heating element immediately. Vapor accumulating uncondensed is the most dangerous failure mode on any still.
1.1.13.6 Cleaning: Pre-Run, Post-Run, and the Black Copper-Sulfide Residue
Cleanliness on a still is not cosmetic — residue from previous runs affects the chemistry of the next run, and dirty copper can’t do its sulfur-scrubbing job.
Pre-run (new still or after long storage):
- Vinegar wash. Fill the boiler with a 1:1 mix of white vinegar and water (plain 5% household vinegar is fine), bring to a gentle boil, and run “distilled vinegar” through the entire vapor path for 20–30 minutes. This strips manufacturing oils, light surface oxidation, and any salt residue. Always run vinegar through a new still before any wash.
- Water rinse run. Charge the boiler with plain water, run for 10–15 minutes, dump the result. This flushes any vinegar that might affect the first real run’s flavor.
- First sacrificial run. Some distillers do their first real run on a small sugar wash and discard the entire output. Optional but conservative.
Post-run (every run):
- Drain the boiler completely. Don’t leave wash residue (proteins, dead yeast, fusel oils) sitting in a warm copper vessel — it’ll dry into a hard crust within hours and corrode the metal.
- Hot-water rinse. Plain hot tap water, multiple rinses until the rinse-out runs clear. Use a long-handled brush for the bottom and corners.
- Inspect the lyne arm and condenser. Look for fusel oil residue (oily, yellowish film) and salt deposits. These accumulate at the points where vapor partially condenses on the way to the main condenser.
- Drain the parrot, alcoholmeter chamber, and any hoses. Anything that holds spirit between runs should be dried, not stored wet.
The black residue: copper sulfide (CuS).
When sulfur compounds in the wash (mostly H₂S produced by stressed yeast) hit the copper surfaces of the still, they react chemically:
Cu (s) + H₂S (g) → CuS (s) + H₂ (small amounts)The copper sulfide is the black residue you find inside the head, lyne arm, and especially the condenser inlet. This is GOOD news, not bad news — every gram of CuS on the still wall is a gram of sulfur compound that did NOT end up in your spirit. The sulfur-scrubbing reaction is the entire reason copper is the traditional still material; stainless does nothing chemically with sulfur.
How to remove it (without damaging the copper):
Table 9 — How to remove it (without damaging the copper):
| Method | What it does | How to apply | Aggressiveness |
|---|---|---|---|
| Hot water + dish soap + brush | Removes loose powder; leaves bonded film | Standard post-run cleaning | Light |
| White vinegar (5% acetic acid) | Dissolves CuS slowly via acidic reaction | Fill, soak 30–60 min, rinse | Gentle, food-safe |
| Citric acid (1 Tbsp per gallon hot water) | Faster than vinegar; food-safe | Fill, soak 20–30 min, rinse | Medium, food-safe |
| Distilled vinegar wash run | Combines acid + steam dispersal; reaches the lyne arm and condenser | Half-fill boiler with 1:1 vinegar:water; run for 20 min like a normal distillation | Thorough |
| Lemon juice | Acidic and food-safe | Spot-applied with a soft brush | Light, manual |
| Bar Keepers Friend (oxalic acid) | Aggressive — strips CuS and reveals bright copper underneath | Paste; brush on, rinse thoroughly | Heavy; cosmetic |
Cleaners to AVOID on a still:
- Bleach (sodium hypochlorite) — reacts with copper to form copper chloride, which corrodes the metal and is toxic if any traces remain for the next run.
- Ammonia / ammonia-based cleaners — reacts with copper to form copper-ammonia complexes (bright blue color). Aggressive; also toxic residue.
- Steel wool / Brillo pads — scratches the copper, embedding iron particles that rust later. Use copper or brass wool only.
- Abrasive scouring powders — scratches and pits the metal surface, creating crevices that trap residue from future runs.
How often to fully clean the black residue:
- After every run: light hot-water rinse and visual inspection are enough.
- Every 5–10 runs: vinegar wash run to remove built-up CuS that’s starting to flake.
- Annually or when sulfur capture seems degraded (you notice a sulfury smell in the spirit that wasn’t there before): full citric-acid or oxalic-acid deep clean to expose fresh copper.
Storage between runs:
- Always store dry. Residual moisture + copper + air = patina (greenish copper carbonate) — also harmless but unsightly, and slow to remove.
- Cover the lyne-arm opening and parrot inlet with foil or a clean cloth to keep dust and insects out.
- For long storage (months), a thin coat of food-grade mineral oil on external copper prevents tarnish; wipe off before next use.
1.1.14 Summary: What Phase 2 Covers
This volume established the why and what of distilling — the historical context that shaped the craft and the chemical principles governing every run you’ll ever make. The following volumes build directly on it:
- Vol 2 (Fermentation) — the full practical guide to making a distillable wash: feedstock recipes, yeast selection, sanitation, temperature control, hydrometer use, troubleshooting.
- Vol 3 (Tier-1 Kitchen Still) — vendor research and selection for your first still (~$80–$120), costed BOM, safety/legal briefing, and a step-by-step walkthrough of your first distillation run.
Cross-references: legal/TTB framework → _shared/legal_safety.md. Equipment inventory → MY_EQUIPMENT/inventory.yaml.
Comments (0)