Brewing · Volume 2
Vol 2 — The Four Ingredients
Beer is made from four things: malt, hops, yeast, and water. That is the whole list. Every beer ever brewed — a delicate Pilsner, a black imperial stout, a hazy IPA, a tart gose — is a different arrangement of those same four ingredients. Understanding what each one contributes, and how they interact, is the foundation of everything that follows: the process (Vol 3), the styles (Vol 4), and every recipe you will ever build.
This volume takes the four pillars one at a time, then shows how they combine. Two of the book’s threads live here especially: ingredient and water quality (fresh malt and hops, healthy yeast, water matched to style) and sanitation and process control — because the most important of the four, yeast, is a living organism you are responsible for keeping healthy and uncontaminated.
2.1.1 Introduction: The Four Pillars
A useful way to hold the four ingredients in mind is by the job each one does:
- Malt is the body and the fuel. Malted grain provides the fermentable sugar that becomes alcohol, plus the color, the bulk of the flavor, the proteins that build head and body, and the enzymes that make the sugar in the first place.
- Hops are the seasoning and the preservative. They balance malt’s sweetness with bitterness, add aroma and flavor, and protect the beer from spoilage.
- Yeast is the engine and, often, the signature. It converts sugar to alcohol and carbon dioxide, and in doing so produces much of a beer’s flavor character — fruity, spicy, clean, or funky.
- Water is the canvas. It is 90–95% of the finished beer, and its mineral content quietly shapes how the malt and hops express themselves.
Get these four right and the process (Vol 3) is mostly about not getting in their way.
2.1.2 Malt and Grains
2.1.2.1 From barley to malt
Beer almost always starts with barley — a cereal grain well suited to brewing because its husk aids filtration and its starches convert cleanly to sugar. But raw barley is not brewable. It must first be malted: a controlled, partial germination that wakes the grain up, develops the enzymes that will later convert starch to sugar, and makes that starch accessible.

Malting happens at the maltster, before grain reaches the brewery, in three stages:

- Steeping — the grain is soaked until its moisture rises to about 45%, which triggers germination.
- Germination — over three to five days the grain sprouts rootlets (“green malt”). Critically, this is when the grain develops enzymes (chiefly the amylases) and breaks down cell walls and proteins so the starch becomes available. This is called modification.
- Kilning — heat dries the grain to halt germination and lock in the enzymes. Kiln temperature is the master variable: gentle heat preserves enzymes and yields pale malt; higher heat and roasting destroy enzymes but create color and deep flavors.
2.1.2.2 Base malts vs. specialty malts
The single most important distinction in a grain bill is base malt versus specialty malt.

Base malts are pale, kilned gently, and retain high enzyme power (measured as diastatic power, in degrees Lintner). They make up the bulk of almost every grain bill (typically 80–100%) and provide most of the fermentable sugar. Common base malts:
- 2-row (American) — clean, mild, the workhorse pale malt.
- Pilsner malt — the palest base malt; light, slightly grainy/honeyed; the base of pale lagers.
- Maris Otter / pale ale malt — English; a touch bready and richer; classic for British ales.
- 6-row — higher enzyme power and protein; useful when mashing with starchy adjuncts.
Specialty malts are kilned hotter or roasted. They have little or no enzyme power, so they ride along with the base malt for color and flavor rather than fermentables, usually at 1–20% of the bill:
Table 1 — Specialty malts are kilned hotter or roasted. They have little or no enzyme power, so they ride along with the base malt for color and flavor rather than fermentables, usually at 1–20% of the bill
| Specialty malt | Made by | Contributes |
|---|---|---|
| Crystal / Caramel | ”Stewing” the wet grain so sugars caramelize inside the husk | Sweetness, caramel/toffee, color, body, head retention |
| Munich / Vienna | Moderate kilning | Malty, bready, toasty depth (some enzyme power remains) |
| Chocolate / Black malt | Heavy roasting | Coffee, dark chocolate, deep brown-to-black color |
| Roasted barley (unmalted) | Roasting raw barley | Sharp coffee/espresso bitterness — the signature of dry stout |
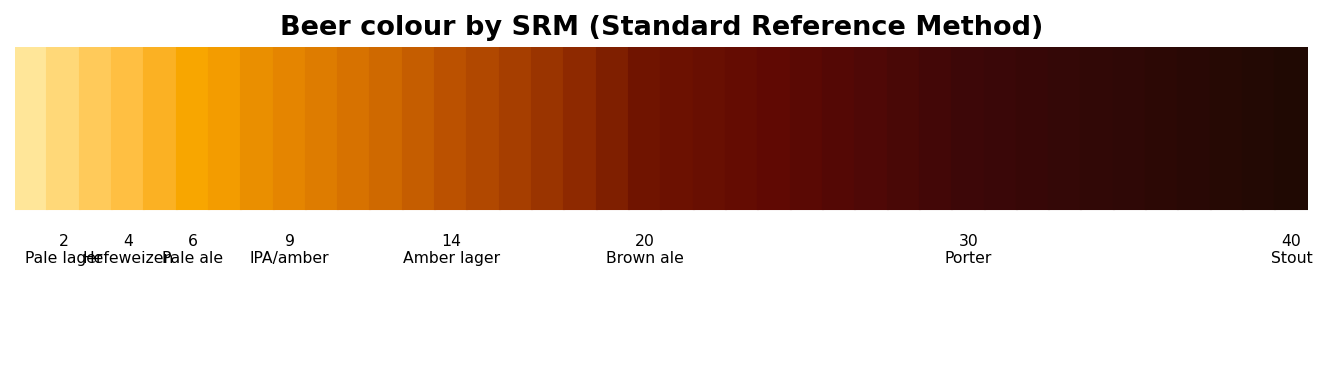
2.1.2.3 Color: the SRM scale
A malt’s color previews its contribution, and the color of the finished beer is measured on the SRM scale (Standard Reference Method; the older unit is degrees Lovibond, which is nearly equivalent). Low SRM is pale straw; high SRM is black.
2.1.2.4 Adjuncts
Grains and sugars beyond malted barley are adjuncts, used to lighten, add character, or change mouthfeel:
- Wheat — protein for head retention and haze; bready/tart; essential to wheat beers.
- Oats — silky, full mouthfeel; the body behind oatmeal stouts and hazy IPAs.
- Rye — dry, spicy bite.
- Corn / rice — light, dry, neutral; lighten body and color (the hallmark of mass-market American lager).
- Sugar (table, candi, dextrose) — fully fermentable; boosts alcohol while thinning body — a Belgian-ale staple.
A typical grain bill, then, is a large base-malt foundation that supplies sugar and enzymes, plus a small, deliberate selection of specialty malts and adjuncts for color, flavor, and body. Vol 3 §3.10 shows how to translate a grain bill into a predicted gravity and color.
2.1.3 Hops
If malt is the body, hops are the seasoning. Hops (Humulus lupulus) are the cone-shaped flowers of a climbing vine; what matters is not the leafy green cone itself but the sticky yellow resin tucked at the base of its bracts — the lupulin.


2.1.3.1 What’s in lupulin
- Alpha acids (humulone and its relatives) are the source of bitterness — but only after they are isomerized by boiling, which converts them into soluble iso-alpha-acids. A hop’s alpha-acid percentage (e.g. “12% AA”) is the headline number for bittering potential. The cohumulone fraction of the alpha acids is sometimes blamed for a harsher bitterness; noble hops are prized partly for their low cohumulone.
- Beta acids contribute little bitterness when fresh but oxidize over time, affecting aging and preservation.
- Essential oils (myrcene, humulene, caryophyllene, farnesene, and many more) carry aroma and flavor — citrus, pine, floral, herbal, tropical. They are volatile, so a long boil drives them off. This is the central fact of hopping technique: boil hops for bitterness, add them late (or after the boil, or as dry hops) for aroma. Vol 3 §3.5 covers the timing.
2.1.3.2 Bittering, aroma, and dual-purpose
Hops are loosely grouped by how they’re used:
- Bittering hops — high alpha acid, added early in the boil for clean, efficient bitterness.
- Aroma hops — lower alpha, prized oils, added late or as dry hops.
- Dual-purpose — usable for either.

2.1.3.3 Varieties and forms
Hops are sold as whole cones, pellets (T-90 — milled and compressed; the most common form, with good utilization and storage), or concentrated cryo/lupulin powder. Whatever the form, hops are perishable: their oils and acids degrade with heat, oxygen, and time, so they should be stored cold and sealed (the hop storage index, HSI, tracks this). A representative sampling of varieties:
Table 2 — Hops are sold as whole cones, pellets (T-90 — milled and compressed; the most common form, with good utilization and storage), or concentrated cryo/lupulin powder. Whatever the form, hops are perishable: their oils and acids degrade with heat, oxygen, and time, so they should be stored cold and sealed (the hop storage index, HSI, tracks this). A representative sampling of varieties
| Variety | Origin | Alpha % | Character | Typical use |
|---|---|---|---|---|
| Saaz | Czech | 3–4.5 | Delicate, spicy, herbal (noble) | Pilsner aroma |
| Hallertau Mittelfrüh | Germany | 3–5.5 | Floral, spicy (noble) | Lager aroma |
| Fuggle | England | 4–5.5 | Earthy, woody | English ale aroma |
| East Kent Goldings | England | 4.5–6.5 | Floral, honey | English ale aroma |
| Cascade | USA | 4.5–7 | Grapefruit, floral | American pale ale (dual) |
| Centennial | USA | 9–11.5 | Citrus, floral | IPA (dual) |
| Citra | USA | 11–14 | Intense citrus, tropical | Hazy/American IPA aroma |
| Chinook | USA | 12–14 | Pine, resin, grapefruit | Bittering / dual |
| Magnum | Germany | 12–16 | Clean, neutral | Bittering |
The noble hops (Saaz, Hallertau, Tettnang, Spalt) define classic European lagers and ales; the American “C” hops (Cascade, Centennial, Chinook, Columbus) and modern varieties (Citra, Mosaic) define American craft beer’s citrus-and-pine signature.
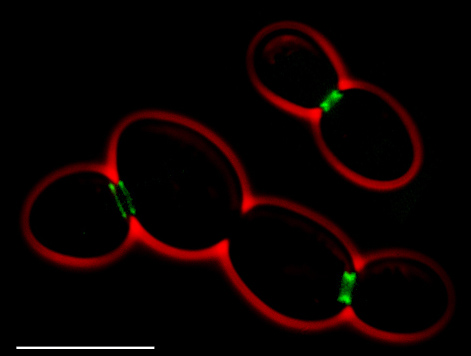
2.1.4 Yeast and Fermentation Biology
Of the four ingredients, yeast is the only one that is alive, and it is the one most responsible for both the alcohol and a large share of the flavor. The brewer’s mantra captures the relationship and the sanitation thread at once: “Brewers make wort; yeast makes beer.” Your job is to produce clean, sugary wort and then hand it to healthy yeast in a sanitary environment — the yeast does the rest.
2.1.4.1 What fermentation does
Yeast consumes simple sugars and, in the absence of oxygen, converts them to ethanol and carbon dioxide, releasing energy for itself in the process.

But yeast makes far more than alcohol and CO₂. As byproducts it produces the compounds that give beer much of its character:
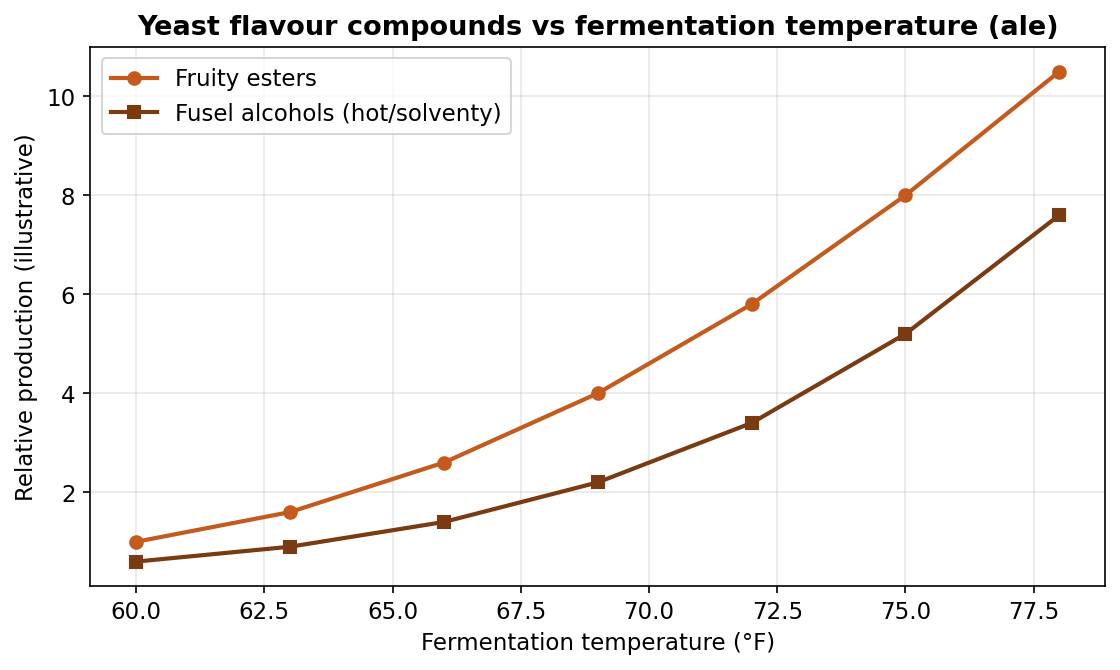
- Esters — fruity aromas (banana, pear, apple). Increase with warmer fermentation and under-pitching.
- Phenols — spicy/clovey (desirable in hefeweizens and Belgians) or, when from wild contamination or chlorinated water, off-flavors (band-aid, plastic).
- Higher (fusel) alcohols — hot, solventy notes when fermentation runs too warm.
- Diacetyl — a buttery/butterscotch compound, normal mid-fermentation, that healthy yeast cleans up if given a warm “diacetyl rest” at the end.
2.1.4.2 Ale vs. lager, and the strains that matter
The two great families of brewing yeast:
Table 3 — The two great families of brewing yeast
| Ale yeast (S. cerevisiae) | Lager yeast (S. pastorianus) | |
|---|---|---|
| Ferments | Warm, ~62–72 °F | Cold, ~45–55 °F |
| Historically called | Top-fermenting | Bottom-fermenting |
| Character | Fruity/expressive to clean | Very clean, crisp |
| Speed | Fast (days) | Slow (weeks) + cold lagering |
A few workhorse strains a brewer meets early: US-05 / “Chico” (clean American ale), English ale strains (e.g. Fuller’s-derived; fruity, malty), Hefeweizen strains (banana-and-clove phenols), Belgian strains (spicy, fruity, highly attenuative), German lager 34/70 (clean lager standard), and modern Kveik (Norwegian farmhouse strains that ferment fast and warm).
2.1.4.3 The numbers: attenuation, flocculation, pitching
- Attenuation — the percentage of sugar the yeast consumes; “apparent attenuation” of ~75–80% is typical. Higher attenuation → drier, more alcoholic beer.
- Flocculation — how readily the yeast clumps and drops out when finished; high-flocculating strains clear quickly, low-flocculating ones stay in suspension (hazy beers).
- Pitching rate — pitching enough healthy cells matters: under-pitching stresses the yeast and produces off-flavors (fusels, excess esters). For larger or higher-gravity batches, brewers grow a yeast starter first. Saving and repitching healthy yeast from a previous batch is both economical and a pillar of the repeatability thread — a documented, reused house strain makes beer more consistent.
2.1.4.4 Wild yeast and bacteria
Not all fermentation organisms are Saccharomyces. Brettanomyces (“Brett”) adds funk and complexity; Lactobacillus and Pediococcus produce lactic acid for sour styles. These are tools when intentional and contaminants when not — which is why sanitation is non-negotiable everywhere else.
2.1.5 Water and Brewing Chemistry
Water is 90–95% of beer, yet beginners ignore it. The classic beer cities became famous for their styles partly because their water suited those styles: soft Pilsen water for delicate pale lager, hard sulfate-rich Burton water for crisp bitter pale ale, carbonate-rich Dublin water for stout.
2.1.5.1 The ions that matter
It is not the water’s “hardness” in the abstract but its specific ions that affect beer:
Table 4 — It is not the water's "hardness" in the abstract but its specific ions that affect beer
| Ion | Typical range (ppm) | Effect |
|---|---|---|
| Calcium (Ca²⁺) | 50–150 | Aids enzymes, yeast health, clarity; lowers mash pH |
| Magnesium (Mg²⁺) | 10–30 | Yeast nutrient; minor tang in excess |
| Sodium (Na⁺) | <150 | Roundness/fullness; harsh with high sulfate |
| Sulfate (SO₄²⁻) | 50–350 | Dry, crisp; accentuates hop bitterness |
| Chloride (Cl⁻) | 50–150 | Fullness, sweetness; accentuates malt |
| Bicarbonate (HCO₃⁻) | 0–250 | Alkalinity; raises mash pH; needed to balance dark, acidic malts |
The most useful working knob is the sulfate-to-chloride ratio: high sulfate (e.g. 2:1 or more) pushes a beer dry and hop-forward; chloride-dominant water rounds it toward malty and full. A hoppy IPA and a malty bitter can use the same grist and hops and taste different purely from this ratio.
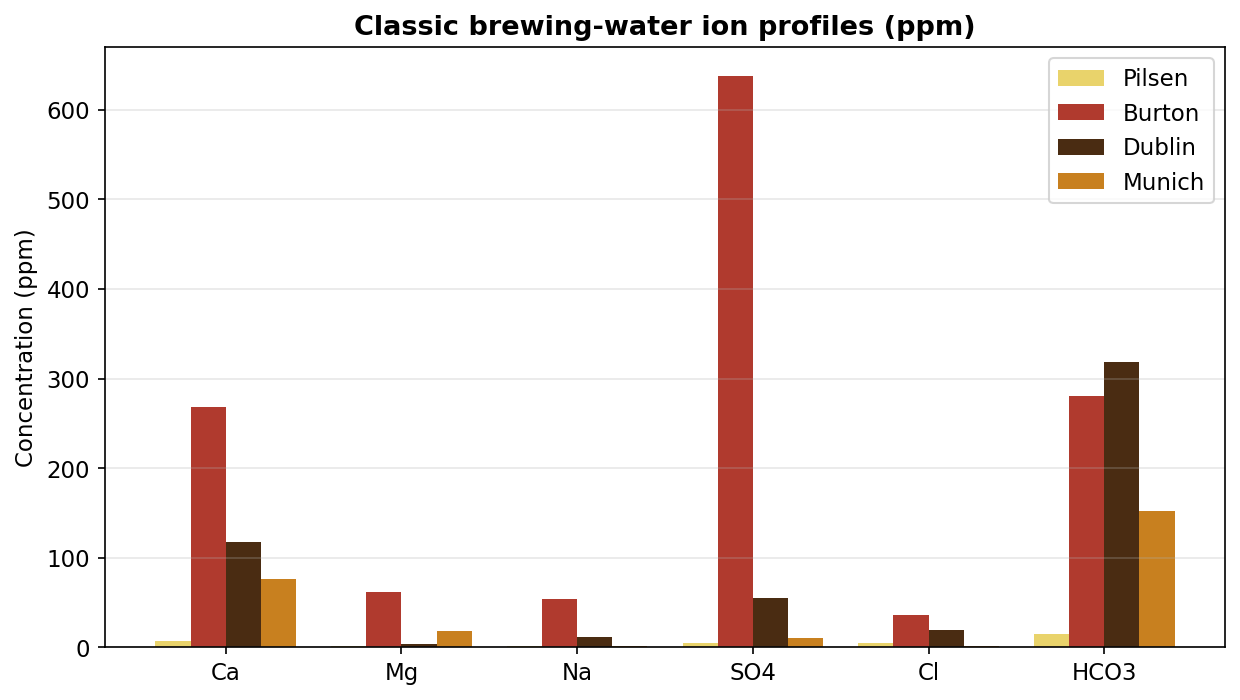
Table 5 — The ions that matter
| Profile | Character | Suited to |
|---|---|---|
| Pilsen | Very soft, low everything | Delicate pale lagers |
| Burton-on-Trent | Very high sulfate | Hoppy English pale ales / IPAs |
| Dublin | High bicarbonate | Stouts & porters (balances roast) |
| Munich | Moderate bicarbonate, low sulfate | Malty dark lagers |
2.1.5.2 Mash pH
The single most important water-driven number is mash pH — the acidity of the mash, which should land around 5.2–5.6 (measured at room temperature). In range, enzymes work well, the beer tastes clean, and the yeast stays healthy; out of range, beer turns thin and harsh (too low) or dull and astringent (too high). Dark, acidic malts pull pH down; alkaline (bicarbonate) water pushes it up — which is exactly why carbonate-rich Dublin water suits roast-heavy stouts.

2.1.5.3 Building water to style
Modern brewers rarely rely on luck. The common approach is to start from a known baseline — distilled/RO water, or a tested tap-water report — and build the desired profile by adding measured brewing salts:
- Gypsum (CaSO₄) — adds calcium + sulfate (crisp, hoppy).
- Calcium chloride (CaCl₂) — adds calcium + chloride (full, malty).
- Epsom salt (MgSO₄) — magnesium + sulfate.
- Baking soda / chalk — add bicarbonate for dark beers.
- Table salt (NaCl) — sodium + chloride, used sparingly.
Two universal cautions belong to the ingredient-quality thread: always remove chlorine/chloramine from municipal water (a crushed Campden tablet does it instantly) to avoid medicinal chlorophenol off-flavors, and don’t over-salt — these additions are measured in grams, not handfuls.

2.1.6 How the Four Interact
The four ingredients are not independent; they are a system, and the brewer’s art is balancing them:
- Malt sets the color, the body, the fermentable sugar (and thus the potential alcohol), and the malty/caramel/roast flavors.
- Hops counter malt sweetness with bitterness and layer on aroma — and the water’s sulfate/chloride balance decides how sharp or soft that bitterness reads.
- Yeast converts the sugar and, depending on strain and temperature, either stays out of the way (clean lager) or contributes fruity/spicy character (ale).
- Water underlies all of it: its mineral profile and the mash pH it produces decide whether the malt and hops express cleanly or muddily.
A thought experiment makes the point: take one pale-ale grist, one hop schedule, and one yeast, and brew it four times with Pilsen, Burton, Dublin, and Munich water. You will get four noticeably different beers — softer or crisper, more bitter or more malty — from the water alone. That is why this volume treats water as a full pillar rather than an afterthought.

With the ingredients understood, Vol 3 turns to process: how mashing converts the malt’s starch to sugar, how the boil isomerizes the hops, how fermentation is managed, and the math that ties grain bill, hops, and water to a predictable finished beer.
Cross-references: malt color feeds the SRM math in Vol 3 §3.10; hop alpha acids feed the IBU math in Vol 3 §3.5 and §3.10; fermentation temperature control is detailed in Vol 3 §3.7; and the styles these ingredients build are surveyed in Vol 4.
Comments (0)